傳產大蛻變
1964年,合隆第三代陳雲溪決定在新加坡自由港設廠,為台灣合隆日後的全球布局奠下基礎,也為當年尚屬封閉的台灣,打開與國際羽毛技術接軌的窗口﹔1972年,台灣合隆大園廠從新加坡廠引進德國中古水洗烘乾機再仿製,此後又研發分毛機成功,帶動國內羽毛精洗加工技術大躍進。
1970年代中期,日本經濟起飛,對精緻羽絨需求大增,進一步提升台灣羽毛產業能量。
1988年以降,隨著大陸開放及國內產業環境變遷,傳統產業紛紛外移中國大陸及東南亞,合隆集團在第四代接班人陳焜耀的努力下,也從深圳廠開始拓展在大陸的生產據點,更重要的是,合隆陸續在加拿大、德國及美國設立合夥企業,得以深入世界各著名羽絨產區,建立完整的原料供應體系並掌握市場趨勢。
如今合隆擁有12條產品線,可供應世界上最挑剔客戶的需求。舉例而言,年產量僅2,000~3,000公斤、昂貴珍稀的冰島雁鴨絨,一床被要價在新台幣40萬元以上,合隆是極少數能供貨的廠商。
冰島雁鴨生長於冰島及加拿大北極圈內,孵蛋期間母鴨會用嘴喙拔下胸前羽絨築巢,特色為每根絨絲上都有天然的「鉤」,黏團性優異,放在手心上就能感覺溫暖。每年6~9月孵化期過後,當地農民會摘取受總量管制的巢中羽絨,由取得執照的業者蒐購後,再賣給有規模的加工廠商,部分收入還要回饋做保育基金。
又如中國著名的東北大白鵝,產地氣候與歷史悠久的加拿大白鵝類似,且兩者都以生產鵝肝為目的,採放牧飼養、飼養期長,因此絨球彈性與保暖性佳。
然而,過去東北地區缺乏基礎建設,直到合隆身先士卒在黑龍江的杜蒙設廠,才將東北大白鵝的鵝絨做出名氣與價值。

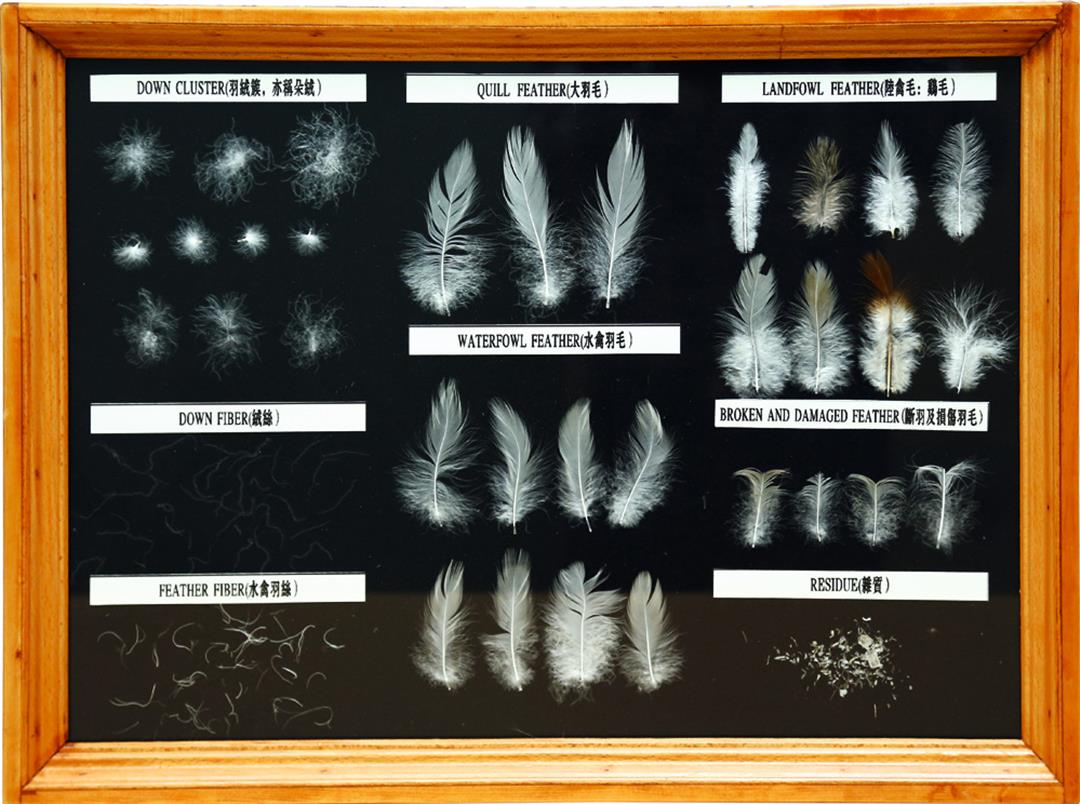
羽絨是地球上最輕盈又保暖的天然素材,廣泛運用在戶外運動用品、寢具及羽絨衣。台灣是羽絨加工出口大國,精製技術一流。







@List.jpg?w=522&h=410&mode=crop&format=webp&quality=80)






